Plasma cutting is a process that cuts through electrically conductive materials by means of an accelerated jet of hot plasma. Typical materials cut by this process include steel, aluminum, brass and copper though other conductive metals may be cut as well. Plasma cutting is often used in fabrication and welding shops, automotive repair and restoration, industrial construction, salvage and scrapping operations. Due to the high speed, precision cuts, combined with low cost of operation, plasma cutting sees a widespread usage from large scale industrial CNC applications down to small hobbyist shops.
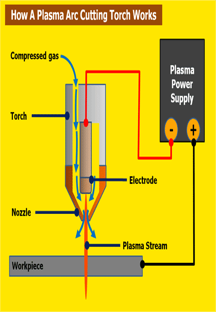 The basic plasma cutting process involves creating an electrical channel of ionized gas i.e. plasma from the plasma cutter itself, through the work piece to be cut, thus forming a completed electric circuit back to the plasma cutter via a grounding clamp. This is accomplished by a compressed gas (oxygen, air, inert and others depending on material being cut) which is blown through a focused nozzle at high speed toward the work piece. An electrical arc is then formed within the gas, between an electrode near or integrated into the gas nozzle and the work piece itself. The electrical arc ionizes some of the gas, thereby creating an electrically conductive channel of plasma. As electricity from the cutter torch travels down this plasma it delivers sufficient heat to melt through the work piece. At the same time, much of the high velocity plasma and compressed gas blow the hot molten metal away, thereby separating i.e. cutting through the work piece.
The basic plasma cutting process involves creating an electrical channel of ionized gas i.e. plasma from the plasma cutter itself, through the work piece to be cut, thus forming a completed electric circuit back to the plasma cutter via a grounding clamp. This is accomplished by a compressed gas (oxygen, air, inert and others depending on material being cut) which is blown through a focused nozzle at high speed toward the work piece. An electrical arc is then formed within the gas, between an electrode near or integrated into the gas nozzle and the work piece itself. The electrical arc ionizes some of the gas, thereby creating an electrically conductive channel of plasma. As electricity from the cutter torch travels down this plasma it delivers sufficient heat to melt through the work piece. At the same time, much of the high velocity plasma and compressed gas blow the hot molten metal away, thereby separating i.e. cutting through the work piece.
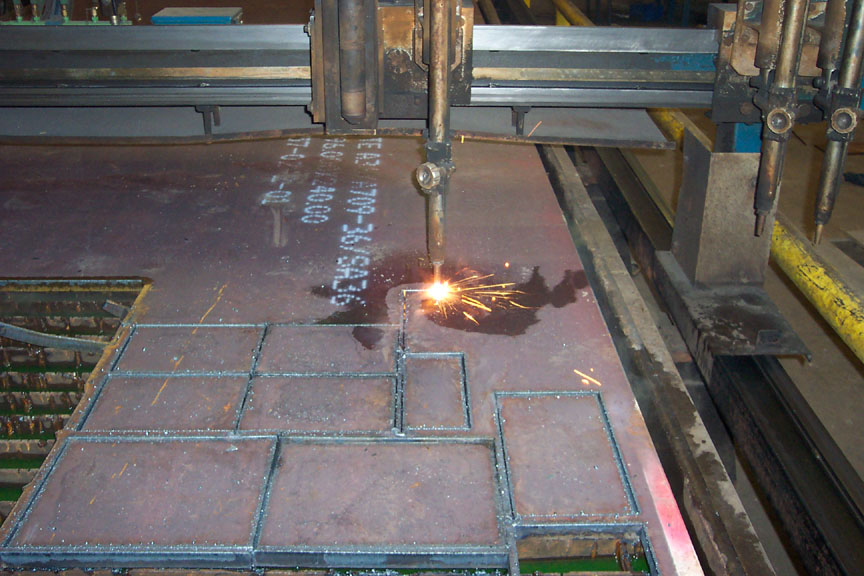
As with other machine tools, CNC (computer numerical control) technology was applied to plasma cutting machines in the late 1980s into the 1990s, giving plasma cutting machines greater flexibility to cut diverse shapes “on demand” based on a set of instructions that were programmed into the machine’s numerical control. These CNC plasma cutting machines were, however, generally limited to cutting patterns and parts in flat sheets of steel, using only two axes of motion (referred to as X Y cutting).
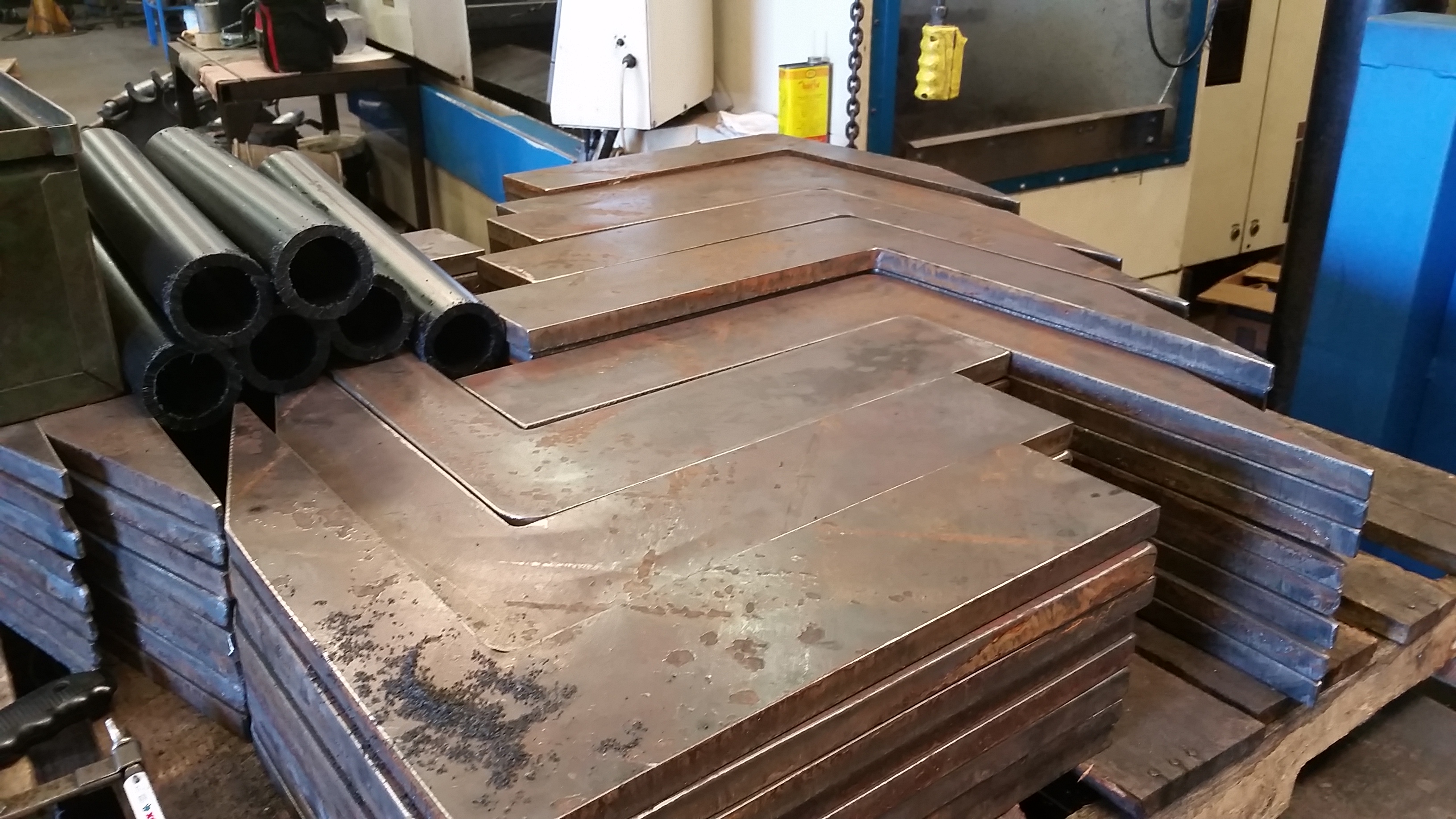
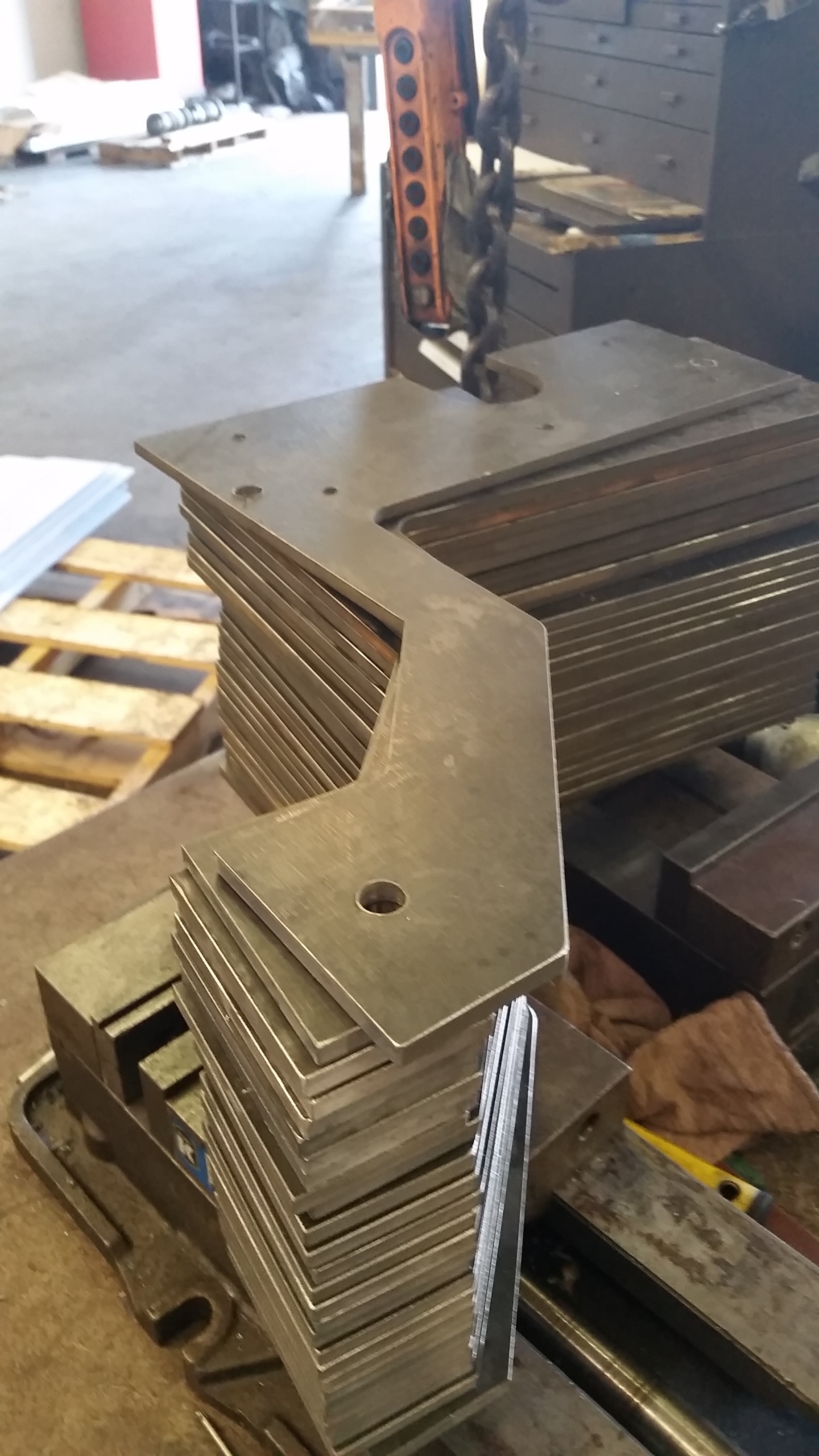
Our 96” x 240” 200 amp Plasma table can cut Carbon Steel up to a ½” in thickness.
Oxy-fuel cutting uses a combination of fuel gases and oxygen to cut metals. A variety of different fuels may be utilized, although the most common is acetylene. Other gases utilized include natural gas, propane, hydrogen, propylene, liquefied petroleum gas (LPG), and combinations of these gases. Oxy-fuel cutting begins by using a torch to heat a metal to its kindling temperature. This is the lowest temperature at which the metal in question will spontaneously ignite. At this point, a stream of oxygen is trained onto the metal, in turn burning it into a metal oxide. This new metal oxide then flows out and away from the intact material being utilized. Any leftover slag can be wiped or tapped away. It’s actually the heat produced by the metal oxide and its contact with the rest of the material, which actively continues the cutting process. The torch itself only heats the metal to begin the process.
Our Oxy-fuel torch cutter is integrated into the 96” x 240” Plasma table and will cut Carbon Steel up to 4” in thickness.